Lượt xem: 3570 Tác giả: Site Editor Thời gian xuất bản: 29-06-2022 Nguồn gốc: Địa điểm









Dụng cụ bôi keo con lăn đôi
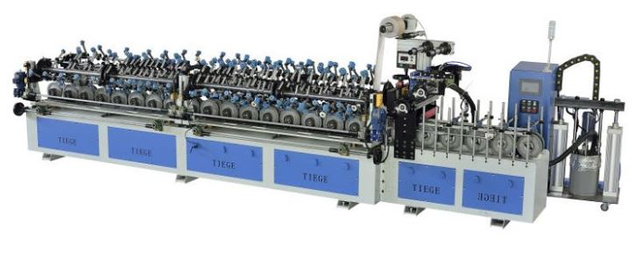
Cấu trúc của máy bôi keo cuộn đôi được thể hiện trong hình, chủ yếu bao gồm khung, con lăn keo, thùng keo và thiết bị truyền động. Khung 1 được làm bằng thép đúc hoặc thép hàn, một bên trái và một bên trái, có hai bu lông thanh giằng ở giữa để tạo thành một khung liền khối đảm bảo độ ổn định. Khung xe dùng để đỡ các bộ phận như con lăn keo, thùng keo và thiết bị truyền động. Con lăn cao su được chia thành con lăn cao su trên 3 và con lăn cao su dưới 4, được làm bằng gang hoặc ống thép. Con lăn được bọc bằng cao su cứng và có rãnh trên bề mặt. Đường kính của con lăn cao su là 200-300 mm, thường không quá 350 mm. Các rãnh trên bề mặt con lăn có ren thẳng, các mẫu hình vuông và ngang khác nhau, trong đó ren thẳng được sử dụng rộng rãi nhất. Số rãnh của sợi thẳng thường là 20 mỗi inch (25,4 mm), bước là 1,27 mm và độ sâu rãnh là 1 mm. Số rãnh và độ sâu rãnh của con lăn keo có ảnh hưởng lớn đến lượng keo. Rãnh càng dày và nông thì lượng keo càng ít.
Bể keo 7 được lắp đặt dưới con lăn keo phía dưới và được hàn bằng các tấm thép. Con lăn dán đáy được nhúng một phần vào keo trong thùng keo để lấy keo đi bôi keo lên veneer. Có một dãy con lăn nhỏ có thể tự động xoay trên thành bên của rãnh rãnh keo để đỡ veneer đã dán giữ thăng bằng không chạm vào thành rãnh và cạo lớp keo bên dưới veneer. Bộ truyền động của máy bôi keo cuộn đôi được dẫn động bởi động cơ 9 và được nối với con lăn keo phía dưới thông qua hộp giảm tốc 8. Việc truyền động từ con lăn cao su phía dưới đến con lăn cao su phía trên được truyền bởi một cặp bánh răng (hoặc bánh răng) dài ở hai đầu trục của con lăn cao su trên và dưới. Chức năng của bánh răng dài là đảm bảo truyền động bình thường khi con lăn cao su phía trên được di chuyển để điều chỉnh khe hở giữa các con lăn cao su. Dùng bánh xe tay để điều chỉnh khe hở giữa các con lăn keo, vít được nối với ổ trục của con lăn keo phía trên, quay bánh xe tay sẽ làm xoay con vít làm cho con lăn keo phía trên di chuyển lên xuống để thích ứng với độ dày veneer và lượng keo bôi.
Máy bôi keo con lăn đôi có cấu tạo đơn giản, dễ bảo trì và vận hành nhưng cũng có những nhược điểm sau:
1) Lượng keo bôi được kiểm soát bằng cách điều chỉnh khoảng cách giữa con lăn keo trên và dưới. Nếu kích thước của veneer lớn và khe hở nhỏ thì veneer rất dễ bị nát.
2) Dễ đưa bọt trong keo vào veneer và ảnh hưởng đến chất lượng liên kết.
3) Sau khi dán keo cho một veneer, veneer thứ hai chỉ có thể được gửi đi sau khi con lăn keo đã quay một tuần và hiệu quả sản xuất thấp.
4) Khi veneer dán dày sẽ làm cho con lăn keo phía trên nhảy lên xuống, dễ làm hỏng các bộ phận