Wyświetlenia: 3570 Autor: Edytor witryny Czas publikacji: 2022-06-29 Pochodzenie: Strona









Podwójny wałkowy aplikator kleju
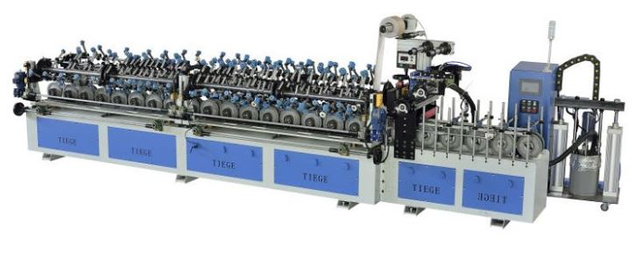
Na rysunku pokazano budowę dwurolkowego aplikatora kleju, który składa się głównie z ramy, wałka klejącego, zbiornika kleju i urządzenia przenoszącego. Rama 1 wykonana jest ze staliwa lub spawanej stali, jedna po lewej i jedna po lewej stronie oraz dwie śruby ściągowe pośrodku, tworzące integralną ramę zapewniającą jej stabilność. Rama służy do podparcia elementów takich jak wałek klejowy, zbiornik kleju i urządzenie transmisyjne. Wałek gumowy dzieli się na wałek gumowy górny 3 i wałek gumowy dolny 4, które są wykonane z rury żeliwnej lub stalowej. Wałek pokryty jest twardą gumą i posiada rowki na powierzchni. Średnica wałka gumowego wynosi 200-300 mm, zwykle nie więcej niż 350 mm. Rowki na powierzchni walca mają prosty gwint, różne wzory kwadratowe i poziome, a najczęściej stosowany jest gwint prosty. Liczba rowków w przypadku gwintu prostego wynosi zazwyczaj 20 na cal (25,4 mm), skok wynosi 1,27 mm, a głębokość rowka wynosi 1 mm. Liczba rowków i głębokość rowków wałka klejącego mają duży wpływ na ilość kleju. Im gęstszy i płytszy rowek, tym mniejsza ilość kleju.
Zbiornik kleju 7 jest zainstalowany pod dolnym wałkiem kleju i jest przyspawany stalowymi płytami. Dolny wałek klejący jest częściowo zanurzony w kleju znajdującym się w zbiorniku kleju w celu pobrania kleju w celu nałożenia kleju na fornir. Na bocznej ściance szczeliny rowka klejowego znajduje się rząd małych rolek, które mogą automatycznie obracać się, aby podeprzeć sklejony fornir w celu utrzymania go w poziomie, tak aby nie dotykał ścianki rowka i nie zadrapywał kleju pod fornirem. Przekładnia dwuwalcowego aplikatora kleju napędzana jest silnikiem 9 i połączona jest z dolnym wałkiem klejącym poprzez przekładnię redukcyjną 8. Przekładnia z dolnego wałka gumowego na górny wałek gumowy przekazywana jest za pomocą pary długich kół zębatych (lub kół zębatych) na końcach wałów górnego i dolnego wałka gumowego. Zadaniem przekładni o długich zębach jest zapewnienie normalnej przekładni podczas przesuwania górnej rolki gumowej w celu regulacji szczeliny pomiędzy rolkami gumowymi. Za pomocą pokrętła wyreguluj odstęp pomiędzy rolkami kleju, śruba jest połączona z łożyskiem górnego wałka kleju, obracanie pokrętła spowoduje obrót śruby, dzięki czemu górny wałek kleju będzie się poruszać w górę i w dół, aby dostosować się do grubości forniru i ilości nałożonego kleju.
Dwuwałkowy aplikator kleju ma prostą konstrukcję, jest łatwy w utrzymaniu i obsłudze, ma jednak również następujące wady:
1) Ilość nałożonego kleju reguluje się poprzez regulację odstępu pomiędzy górnym i dolnym wałkiem kleju. Jeśli rozmiar forniru jest duży, a szczelina mała, łatwo jest zmiażdżyć fornir.
2) Łatwo jest wprowadzić piankę zawartą w kleju do forniru i wpłynąć na jakość klejenia.
3) Po nałożeniu kleju na jeden fornir, drugi fornir można wysłać dopiero po tygodniu obracania się wałka klejącego, a wydajność produkcji jest niska.
4) Gdy sklejony fornir będzie gruby, górny wałek kleju będzie podskakiwał w górę i w dół, co łatwo uszkodzi części