Visninger: 3570 Forfatter: Nettstedredaktør Publiseringstidspunkt: 29-06-2022 Opprinnelse: nettsted









Dobbel rulle limpåføring
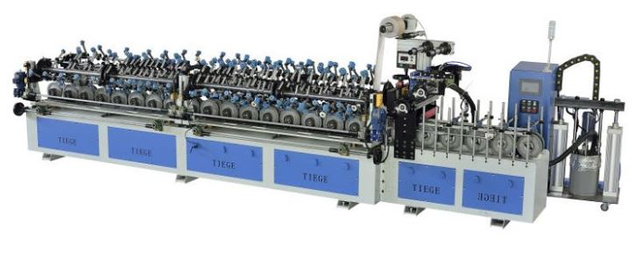
Strukturen til dobbeltrulllimpåføringen er vist i figuren, som hovedsakelig består av en ramme, en limrulle, en limtank og en overføringsenhet. Rammen 1 er laget av støpt eller sveiset stål, en til venstre og en til venstre, og to strekkstagsbolter i midten for å danne en integrert ramme for å sikre stabiliteten. Rammen brukes til å støtte komponenter som limvalse, limtank og transmisjonsanordning. Gummivalsen er delt inn i den øvre gummivalsen 3 og den nedre gummivalsen 4, som er laget av støpejern eller stålrør. Rullen er dekket med hard gummi og har riller på overflaten. Diameteren på gummivalsen er 200-300 mm, vanligvis ikke mer enn 350, mm. Sporene på overflaten av rullen har rett tråd, forskjellige firkantede og horisontale mønstre, og rett tråd er den mest brukte. Sportallet for rett gjenger er vanligvis 20 per tomme (25,4 mm), stigningen er 1,27 mm, og spordybden er 1 mm. Sportallet og spordybden på limvalsen har stor innflytelse på limmengden. Jo tettere og grunnere sporet er, jo mindre limmengde.
Limtanken 7 er installert under den nedre limvalsen og er sveiset av stålplater. Den nederste limrullen er delvis nedsenket i limet i limtanken for å ta opp limet for å påføre lim på fineren. Det er en rad med små ruller som automatisk kan rotere på sideveggen av sporet til limsporet for å støtte den limte fineren for å holde den i vater slik at den ikke berører sporveggen og skraper limet under fineren. Transmisjonen til dobbelrullelimpåføreren drives av en motor 9 og er koblet til den nedre limrullen gjennom en reduksjonsgirkasse 8. Overføringen fra den nedre gummivalsen til den øvre gummivalsen overføres av et par langtannede tannhjul (eller kjedehjul) på akselendene til de øvre og nedre gummivalsene. Funksjonen til det langtannede giret er å sikre normal overføring når den øvre gummivalsen flyttes for å justere gapet mellom gummirullene. Bruk håndhjulet til å justere gapet mellom limrullene, skruen er forbundet med lageret til den øvre limrullen, rotering av håndhjulet vil rotere skruen for å få den øvre limrullen til å bevege seg opp og ned for å tilpasse seg finertykkelsen og mengden lim som påføres.
Limpåføringen med dobbel vals er enkel i struktur, enkel å vedlikeholde og betjene, men den har også følgende ulemper:
1) Mengden lim som påføres kontrolleres ved å justere gapet mellom øvre og nedre limrulle. Hvis størrelsen på fineren er stor og spalten er liten, er det lett å knuse fineren.
2) Det er lett å bringe skummet i limet til fineren og påvirke bindingskvaliteten.
3) Etter at limet er påført en finer, kan den andre fineren bare sendes etter at limrullen har rotert en uke, og produksjonseffektiviteten er lav.
4) Når limfineren er tykk, vil det føre til at den øvre limrullen hopper opp og ned, noe som lett vil skade delene